【產品名稱】 高速鋼 G 油孔鑽 6558P – GOH 系列
【產品特色與推薦理由】
- 日本品牌專業品質: 源自日本專業刀具品牌,品質管控嚴格,推薦給對精密孔徑精度與鑽削穩定性有高度要求的用戶。
- 中心出水油孔設計: 採用中心出水(內冷)結構,切削液直接從鑽頭中心導入至刃部,推薦用於深孔精密鑽削場合,有效將切屑從孔底強制排出,同時大幅降低切削熱累積,顯著提升孔壁品質與刀具壽命。
- HSS-CO 含鈷高性能基材: 採用含鈷高速鋼(HSS-CO)製造,最高可加工硬度達 HRC40,相較於一般 HSS 具備更優異的紅熱硬度與耐磨耗性,推薦用於碳鋼、合金鋼與不鏽鋼的精密深孔鑽削場合。
- G 鍍層強化: 表面經 G 鍍層處理,具備卓越的耐磨性與耐熱性,搭配中心出水冷卻,推薦用於高硬度材料的長時間連續精密鑽孔,有效延長刀具更換週期。
- 銑刀柄精密夾持: 採用銑刀柄(Weldon Shank)設計,夾持穩定性優於標準直柄,推薦用於對孔徑精度與鑽削同心度有嚴格要求的精密加工場合。
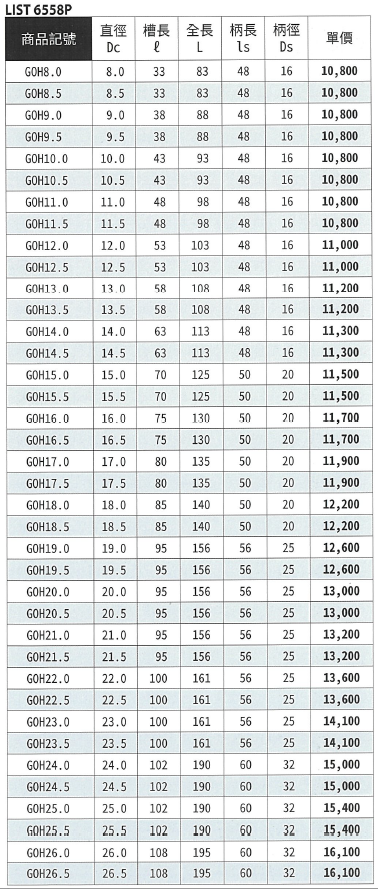
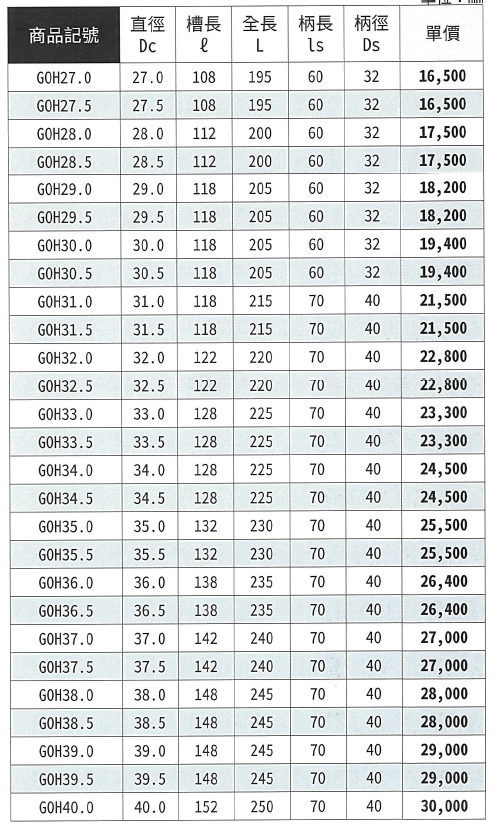
- 38 種規格精準覆蓋: 提供直徑 8–26.5mm、刃長 33–108mm、全長 83–195mm,共 38 種規格,推薦依工件孔徑與精度要求靈活選配。
【加工應用與用途】
- 主要用途: 精密孔徑鑽削、中心出水深孔加工、高硬度材料精密鑽孔作業。
- 推薦加工材料:
- P 類(碳鋼/合金鋼): 結構鋼、碳鋼及合金鋼,推薦硬度 HRC40 以下,中心出水設計搭配 G 鍍層,提供穩定的精密深孔鑽削表現。
- M 類(不鏽鋼): SUS304、SUS316 等高韌性不鏽鋼,中心出水強制冷卻有效抑制加工硬化與切削熱累積,推薦用於不鏽鋼精密孔徑加工的首選配置。